最新情報
鋳鉄鋳物の溶接について
2020/11/02
鋳造品を扱ったことがある方は、引け巣やブローホールなどの鋳造欠陥を見たことがあるかもしれません。このような欠陥が発生してしまった場合、ほとんどの場合が、廃棄して再製作するか、補修して使用するかになります。鋳物を補修する場合、パテのようなもので埋める方法や、かしめ(Calkingコーキング)と呼ばれる方法、材料の熱膨張差を利用した焼嵌め(やきばめ)、冷やし嵌め(ひやしばめ)など、いくつかの方法があります。溶接というと、造船のように鋼と鋼をつなげるイメージを思い浮かべる方が多いかと思いますが、鋳鉄の補修においても溶接は使われます。
溶接による補修では、欠陥部をグラインダーなどで除去した後、数多くの溶接棒の中から母材(補修される製品)になじみやすく、かつ同程度の強度がでる溶接棒を選択して欠陥があった部分を埋めます。そのため、他の補修方法に比べて接合性が良く、母材に近い特性を得られます。しかしながら、手作業による溶接の場合、作業者の技量によって出来栄えが大きく変わりますので、技量が低いと溶接部が割れたり、ブローホールと呼ばれるガス欠陥が発生したりします。これらの欠陥の発生しやすさは、素材によっても変わります。たとえば、鋳鋼は比較的溶接欠陥が出にくい素材なので、特殊な材質でなければ問題なく溶接できます。一方、鋳鉄は溶接欠陥が発生しやすい素材であり、実際に溶接を行っているメーカーからも苦労しているという話が時々耳に入ってきます。
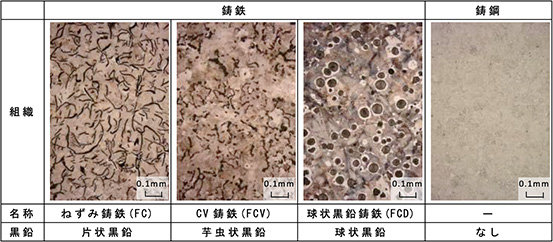
溶接関係者がこのような話題について話をする時、なぜ鋳鉄は溶接欠陥が発生しやすいか、という話になることがあります。これに対する答えとして、炭素が存在しているからという理由がよくあげられます。確かに、鋳鉄はFCと呼ばれる片状黒鉛鋳鉄でもFCDと呼ばれる球状黒鉛鋳鉄でも黒鉛が含まれています。
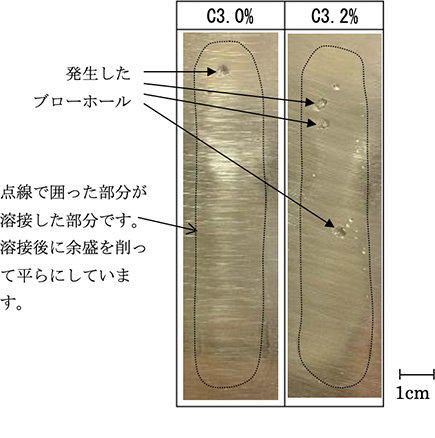
そこで、炭素の含有量が3.0%のFCと3.2%のFCの板を用意し、ためしに溶接試験を行ってみました。溶接は技量の差が出ないようにTIGによる自動溶接で行いました。図1に、この試験結果を示します。たしかに、炭素量が少ない試験片の方が欠陥は少ない結果ですが、完全になくなりません。さらに少なくすれば無くなる可能性もありますが、実際には3.0%を下回ると別の欠陥が発生する危険性が出てきますので、現実的ではありません。
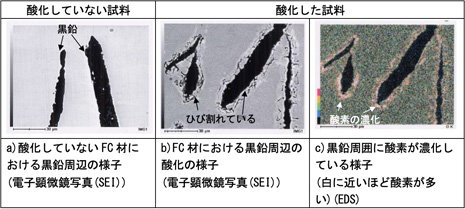
いろいろ調査を行った結果、FCでブローホールが発生したのは、内部の酸化が原因であることがわかりました。FCの鋳物は、肉眼ではわかりませんが表面に黒鉛が見えており、この黒鉛と周囲にある鉄との隙間から内部に向かって酸化が進行し、黒鉛の周辺に酸化物を生成します。図2に、電子顕微鏡で観察したFC材の黒鉛周辺の様子と酸素の濃度分布を示します。図2b)及び図2c)は酸化の様子を分かりやすくするために、熱処理を行って酸化を促進しています。図2a)に示すように、酸化していない試料では黒鉛と鉄基地の間に異常はありませんが、図2b)に示すように、酸化した試料は黒鉛周囲がひび割れ状の組織になっています。図2c)に示す酸素濃度の分布より、黒鉛周囲のひび割れ状の部分に酸素が濃化していることが分かります。これらの酸素は鉄やシリコン、マンガンなどの酸化物として存在します。溶接時には、これらの酸化物が溶接の熱によって黒鉛と反応してCOガスを発生させ、ブローホールが発生します。一方、FCDは球状の黒鉛が一つ一つ独立しているため、酸化が内部に進行しにくくなっています。そのため、FCDでは内部に酸化物が生成せず、溶接してもブローホールが発生しなかったのです。
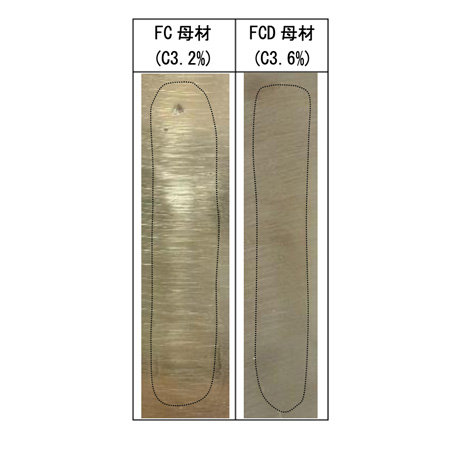
ブローホールの発生原因が、鋳物表面から内部に向かって進行する酸化によるものだということがわかったので、それでは黒鉛が独立しているFCDではブローホールが発生しないのか、FCDの板を用意して同じ条件で溶接試験を行いました。その結果を図3に示しました。図からわかるように、FCDではブローホールは発生しませんでした。試験に用いたFCDはCを3.6%含んでいます。FCでは3.0%まで減らしても止められなかったブローホールが、FCDでは3.6%含んでいても出ない結果になりました。この結果から、鋳鉄の溶接で発生するブローホールは単純に炭素量の差ではなく、むしろ黒鉛形状の違いによる酸化されやすさに影響されることが分かります。
関連記事
2020/11/02
2020/11/02

2020/11/02